В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
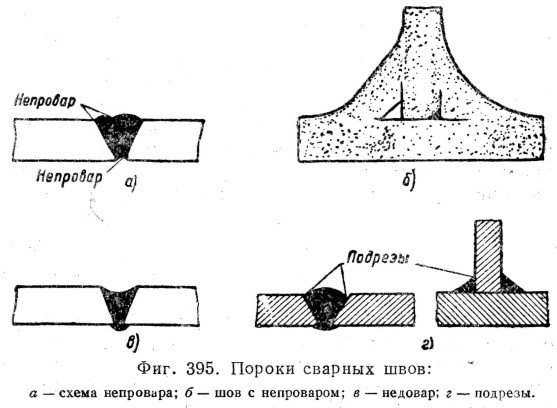 Пороки сварных швов.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
 Читайте также:
Читайте также:

По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Выбор оборудования
Сварка металла в домашних условиях начинается с приобретения необходимого оборудования. Чтобы научиться варить металл сваркой, необходимо разобраться в большом ассортименте предлагаемой для этого продукции. Многое оборудование предназначено для промышленных нужд и такими приборами интересоваться смысла не имеет — в домашних условиях трубопроводы не сваривают.
Научиться сварочным работам самостоятельно будет не столь сложно, если будут приобретены приборы и другое необходимое оборудование для бытового использования. Сварку своими руками проще всего осуществлять методом воздействия на металлические детали высокой температуры, которая возникает от электрической дуги.
Такой процесс будут обеспечивать аппараты, предназначенные для электродуговой сварки. Работать они могут, как от переменного, так и от постоянного тока. Перед тем, как научиться варить сварочным аппаратом на практике, следует ознакомиться с инструкцией по их эксплуатации.
Переменным током варит сварочный трансформатор. Если только началось освоение, как научиться варить сваркой самому, то такое оборудование может вызвать сложности. Это объясняется тем, что дуга имеет «скачущий» характер, и для того, чтобы приноровиться к этому требуется немалый опыт. К недостаткам сварочного трансформатора также можно отнести то, что его работа может привести к появлению скачков напряжения в сети, а это, в свою очередь может привести в негодное состояние имеющуюся бытовую технику.
Также сварочные трансформаторы занимают большое место при хранении, поскольку обладают внушительными габаритами. Большой вес вызывает трудности при необходимости перемещать аппарат на место работы и обратно. При работе сварочный аппарат издает сильный шум.
Перечисленные недостатки не исключают использование этого оборудования и вполне возможно научиться варить сваркой в домашних условиях с помощью сварочного трансформатора. Множество преимуществ перед сварочным трансформатором имеет инвертор.

Он работает на постоянном токе, поэтому скачков напряжения в сети не возникает. За бытовую технику можно быть спокойными. Научиться варить сварочным аппаратом самому становится гораздо проще. Домашний сварщик может с легкостью контролировать весь происходящий процесс.
Еще одно достоинство инверторов — бесшумность их работы. Можно работать со сваркой, не нарушая покой домочадцев и соседей. Кроме того, инверторы обладают незначительными габаритами и весом. Именно им рекомендуется отдать предпочтение. Правильно пользоваться сварочным аппаратом подобного типа будет проще и приятнее.
Хороший результат будет получен, если выбрано оборудование, которое будет подходить для конкретных условий предполагаемой работы. Если правильно варить на сварочном аппарате типа инвертора, то результат может быть только положительным. Такое оборудование представляет собой надежное компактное устройство, отличающееся простотой использования. Правильно варить сварочным аппаратом удобно и несложно.
Характеристики, которыми обладает инвертор, позволяют ему генерировать разного значения ток. При этом становится возможным сваривание между собой деталей разной толщины и выполненных из различных по своему составу металлов. При возникновении нестабильности напряжения сети или перегреве деталей сработает система отключения, работающая в автоматическом режиме. Среагирует она также, если работа совершается длительное время без перерывов. Более удобной сделают работу с инвертором дополнительные опции. Выпускаются инверторы различной силы мощности.
И сварочный трансформатор, и инвертор без электродов — бесполезная груда металла. Их приобретению необходимо уделять максимальное внимание. Ассортимент этих принадлежностей весьма велик.
Электроды могут быть выполнены из различных материалов, таких как сталь, медь. Также существуют угольные электроды, которые, хотя и не имеют такого широкого распространения, но в некоторых случаях являются незаменимыми.
Угольным электродам будет по силам сварка изделий из стали, чугуна, бронзы и цветных металлов. Преимуществом такого вида электродов является отсутствие прилипания к поверхности свариваемых деталей. Угольные электроды относятся к неплавким стержням в отличие от электродов из металла. Их применение в домашних мастерских является оправданным. С их помощью также возможно устранение дефектов на поверхностях после сварки.
При выборе электродов, чтобы правильно сваркой сваривать детали, следует поинтересоваться составом их сердечников. Следует обратить внимание на то, чтобы он быть соответствующим обрабатываемому металлу. Чем больше сходства между ними будет иметься, тем более качественно будет выполнена сварка. В домашнем хозяйстве наиболее часто приходится сваривать части, выполненные из конструкционных сталей. Таким же в этом случае должен быть и сердечник электрода. Если варится нержавейка, то и сердечник электрода должен быть из нержавеющей стали.
Это правило не распространяется на неплавящиеся электроды, такие как угольные, графитовые, вольфрамовые. Графитовые электроды применят для сварки цветных металлов, наиболее часто алюминия и меди. Из неплавящихся электродов наиболее распространены вольфрамовые, которые можно назвать универсальными. Начиная обучение, как сваривать электросваркой, следует подумать, какого диаметра электроды следует приобрести. Осваивать эту науку рекомендуется, приобретя электроды диаметром три-четыре миллиметра.
-
Читайте также:

Немаловажным для того, как правильно делать сварку, является покрытие электрода. Вид покрытия, называемого основным, и целлюлозная обмазка находят применение при сварке током постоянной величины. К преимуществу рутилового покрытия относится легкость поджига. Также оно препятствует большому разбрызгиванию капель металла. Шлак отделяется без особого труда, если будут использоваться электроды с кислым покрытием.
Диапазон цен на электроды так же велик, как и их разнообразие. Поэтому придется ориентироваться на свои финансовые возможности. Электродом будет удобно пользоваться, если вставлять его в предназначенный для этой цели держатель.
Стоимость его невелика, а удобство работы с ним является бесспорным. Это приспособление позволяет надежно фиксировать электрод. Ручка изготовлена из электроизоляционного материала, не скользит в руке. В держателях типа «прищепка» электроды надежно закрепляются механизмом в виде рычага или пружины. Наиболее популярным является держатель «вилка». Более сложную конструкцию имеют держатели, выполненные по принципу цанги. Популярностью у сварщиков также пользуются винтовые держатели.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:

- Кузнечная. В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется.
- Газопрессовая. Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
- Контактная. Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл.
- Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая. Используется в соединении листовых конструкций, требующих качественных и надежных швов.
- Термитная. Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия.
- Атомно-водная. Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот.
- Газовая. Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Зажег дуги
Этот процесс является первым этапом для того, чтобы научиться сваривать электросваркой. Существуют следующие варианты действий, в результате которых появится зажженная дуга — прикасанием электрода к одной из поверхностей сваривариваемых деталей и чирканьем об нее.
При касании электрод к поверхности подносят перпендикулярно, легко касаются им поверхности и сразу приподнимают его вверх на несколько миллиметров, чтобы не произошло залипания. Если это все же случится, то следует резко наклонить электрод в сторону, отломить его и повторить процесс зажигания дуги. При втором способе достаточно представить себе, что происходит зажигание спички о коробок. Для того, чтобы быстро научиться сварочным работам рекомендуется использовать именно этот метод.
Когда сварочная дуга благополучно загорелась, необходимо позаботиться о том, чтобы она не погасла. Для этого следует удерживать ее как можно более короткой.
После успешного розжига можно приступать к непосредственному процессу соединения деталей.
Если электрод сгорит, то необходимо будет произвести его замену. При этом придется снова приступить к розжигу дуги.
После того, как дуга будет благополучно зажжена, следует приступить к формированию сварочной ванны. Для этого в месте начала будущего шва надо сделать электродом несколько оборотов. Одновременно с формированием ванны произойдет образование защитного газового облака.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является «Хамелеон».
Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.
Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Фиксация
Перед тем, как сваривать металл, необходимо надежно зафиксировать соединение. Это будет служить гарантией того, что при процессе не произойдет их сдвига друг относительно друга. Надежную фиксацию обеспечит выполнение прихваток. Прихватками называются швы небольшой длины, ось которых расположена перпендикулярно оси шва, то есть их выполняют поперек соединительной линии изделий.
Существует ограничение, касающееся размера сечения прихваток. Оно заключается в том, чтобы оно не превышало половину ширины пролагаемого шва. Длина одной прихватки должна быть не более двух сантиметров. Величина шага, то есть расстояние между двумя прихватками, зависит от толщины изделий. Если выполняемый шов имеет небольшую длину, то допускает точечное соединение на его краях. Выполнение прихваток происходит за одно прохождение.
Прихватки после выполнения работы можно удалять или оставлять, если они не мешают. Перед тем, как начать делать прихватки, надо сделать очистку поверхностей, не уступающую той, которая выполняется для шва.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Положения и перемещения электрода
Чтобы успешно научиться работать сваркой, необходимо изучить все возможные положения электрода и способы его перемещения.
Электрод можно перемещать в трех направлениях:
- Поступательное. Это означает, что электрод двигается вдоль своей оси. Преимуществом является постоянное значение скорости плавления и длины дуги.
- Прямолинейное. Электрод будет перемещаться вдоль оси шва. Такой способ позволяет обеспечивать требуемую скорость сварки.
- Колебательное. Движения совершаются поперек оси шва, попутно прогревая его кромки. Таким способом можно получить более широкий шов.
При поступательном и прямолинейном перемещении будут получены узкие нитевидные швы. Их можно использовать в качестве нижнего шва при многопроходной сварке. Полноценный широкий шов будет получен при совершении колебательных движений. В этом случае в процессе сварки будет осуществляться прогрев и корня, и кромок.
Правильная сварка металла может осуществляться в различных положениях — налево, направо, к себе, от себя. Очень важен грамотный выбор угла наклона электрода к поверхности изделия. Способы углом вперед или назад, осуществление движения на спуск или на подъем имеют нюансы, которые зависят от конкретной выполняемой работы.
Следует выбирать угол наклона электрода, являющийся оптимальным. Слишком острый угол не даст возможности прогреться основному металлу. В результате получится высокий, но неширокий шов с непроваренными краями. Прочность конструкции будет понижена.
Соединение будет более прочным, если весь сварочный процесс проводить с одинаковой скоростью и одним и тем же углом наклона. Это не относится к сварке труб, где угол наклона по мере передвижения по окружности приходится менять. В конце сварки во избежание образования кратера конец электрода следует переместить.
При сварке по направлению «сверху вниз» электрод следует вначале располагать перпендикулярно поверхности. После того, как произойдет розжиг дуги, и начнут образовываться первые раскаленные капли металла, электрод следует наклонить вниз на угол 10-20°, продолжая без перерыва расплавлять металл основной поверхности.
В том случае, если сварка осуществляется способом «снизу вверх», то существуют нюансы в зависимости от толщины покрытия используемого электрода. При тонком покрытии угол отклонения от горизонтальной оси вниз должен быть 15-20°. При толстом покрытии это значение составляет 45-50°.
Чтобы правильно производить сварку металла, необходимо движения электрода осуществлять таким образом, чтобы захватывались кромки обеих свариваемых деталей. Способов существует множество, и у каждого сварщика со временем может появиться свой излюбленный вариант. Все колебательные движения осуществляются поперек оси прокладки шва.
Траектории, по которым осуществляются колебательные движения в поперечном направлении, имеют следующие названия:
- петля;
- зигзаг;
- полумесяц;
- елочка (треугольники);
- ломаная линия;
- серп.
Движения, называемые ломаными, применяют в том случае, если предстоит сваривать металл в виде листов в нижнем положении. Полумесяц будет приемлем для выполнения швов, называемых стыковыми и угловыми. Перед тем, как сваривать елочкой, придется предварительно осуществить наплавку поверхности. Несложный метод елочкой заключается в том, что, после того, как электрод передвинуть по горизонту, затем поместить его немного выше посередине шва.
Использование петли обеспечит хорошее соединение, когда свариваются тонкие металлы. Петлеобразные движения хорошо прогреют края шва, что является особо важным, когда осуществляется сварка изделий из стали высоколегированной.
При поперечных движениях методом полумесяца будет гарантирована нормальная проварка кромок деталей. В процессе сварки будет иметься возможность контроля ширины шва. Таким способом легко научиться тому, как правильно сваривать детали.
Амплитуду движений, имеющих возвратно-поступательный характер, при выполнении любом способом следует выбирать сообразно задуманному размеру ширины шва. Предпочтение схемы движения зависит во многом от положения в пространстве. По этому признаку швы разделяются на горизонтальные и вертикальные.
В свою очередь, горизонтальный шов может быть нижним, в среднем положении и верхним. Тот, который расположен сверху, носит название потолочный. Этот вариант является самым неудобным для выполнения. Для того, чтобы научиться сварочным работам самостоятельно, он не очень подходит, поскольку сварщику придется долго находиться в неестественной позе.
Из четырех указанных вариантов наиболее легкий в исполнении — горизонтальный нижний. Им можно сваривать детали несложной конфигурации и небольшого размера. При овладении техникой сварки металла советы новичку заключаются в том, чтобы выбрать именно его. Можно потренироваться, сваривая стыковые и угловые соединения.
Горизонтальный шов выполняется движениями направо или налево. При соединении деталей в вертикальном направлении для образования шва электрод желательно передвигать снизу вверх. Это объясняется тем, что происходит стекание жидкого металла вниз. Если электрод будет двигаться сверху, то капли, быстро застывая, будут образовывать преграждение для того, чтобы шов был продолжен.
При осуществлении вертикального шва детали следует располагать, чтобы шов был расположен в вертикальной плоскости. Электрод в этом случае будет расположен горизонтально. Его следует держать перпендикулярно шву. Вертикальный шов следует осуществлять короткой дугой. Это является профилактикой того, чтобы жидкий металл не мог попадать в кратер шва. Стекание металла сверху вниз несколько уменьшат электроды, имеющие покрытие, поскольку это приведет к увеличению вязкости того, что находится внутри сварной ямы.
Из вариантов перемещения электрода предпочтение отдаем — снизу наверх. При таком варианте стекающий вниз жидкий металл, застывая, начнет создавать небольшую площадку, препятствующую дальнейшему его стеканию. Хотя это займет больше времени, но зато не произойдет снижение качества шва.
Влияние силы тока
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Техника безопасности
Электросварка — потенциально опасное занятие, поэтому необходимо предусмотреть все возможные неприятности и принять соответствующие меры.
В помещении, где осуществляется сам процесс, должна иметься хорошая вентиляция. Также можно организовать естественное проветривание. Для быстрого тушения возможного возгорания в непосредственной близости от места проведения работы должна находиться емкость, наполненная водой.
Важным обстоятельством является то, как будет одет сварщик. Он должен быть полностью защищен от попадания на его кожу раскаленных брызг металла, что может вызвать появление серьезных ожогов.
Существуют специальные костюмы для профессионалов. В домашних условиях будет достаточно просто плотной одежды, закрывающей максимально все участки тела. На ногах должны иметься крепкие ботинки. Необходимостью является шапка и брезентовые рукавицы. На голову следует одевать специально приобретенную для этой цели маску.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Подготовка кромок
Залог правильной сварки — подготовка к этому процессу кромок деталей. Это позволит получить качественный шов при любых пространных положениях.
Разметкой задаются необходимые размеры, а лишние куски обрезают. Значительную роль играют правильно подготовленные кромки. После предварительного очищения им следует придать форму. Для объединения тонких деталей кромку следует выполнять плоской. Для массивных изделий более предпочтительными являются кромки вида «V» или «X».
Особо актуальной является обработка кромок, если предстоит соединение деталей, имеющих конфигурацию труб.
Разделки кромок могут осуществляться с одной стороны или с обеих. Различный вид скосов применяют для соответствующих соединений. Наиболее популярный скос — «V». Его можно использовать для сваривания деталей разных толщин. Если разделываются обе кромки, то угол составляет шестьдесят градусов, а если только одна — пятьдесят градусов.
Двухсторонний скос, примененный по отношению к обеим кромкам, своим видом похож на «X». Применять его следует для изделий, которые обладают толщиной в диапазоне 10-60 миллиметров.
Скос, напоминающий своим видом букву «U», может быть выполнен с одной стороны. Для сварщиков, только осваивающих искусство сварки, способ будет не слишком простым. Скос в виде «К» начинающему сварщику также осваивать не стоит.
Частые ошибки новичков
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Ошибки начинающего сварщика
Советы людей, которые уже освоили эту науку, помогут узнать, как правильно сваривать металл. Однако, это не гарантирует совершения ошибок при сварке. Особенно часто происходят ошибки при сварке инвертором. Это и неудивительно — инвертор представляет собой достаточно сложный аппарат, требующий грамотного подхода к нему. С практикой постепенно придет опыт и выставление параметров, характеристик и другое обслуживание инвертора будет происходить автоматически.
Возможные ошибки:
- Слишком большая скорость. Шов в этом случае, скорее всего, получится неравномерным по высоте.
- Наоборот, чересчур маленькая скорость. Это может привести к образованию прожогов, что относится к существенным дефектам.
- Не тот угол наклона электрода. Ровность шва будет нарушена.
- Сваривание деталей, выполненных из металлов разных марок, в том случае, если их характеристики сильно различаются между собой. Особую роль играет температура, при которой начинается плавление. Если один металл уже расплавился, а второй еще только слабо нагрелся, то будет трудно говорить о самой возможности сварки. Если она все же произойдет, то могут образоваться трещины.
- Сварка недостаточно сухими электродами. Перед началом работы их тщательно просушивают или даже прокаливают. Влажность этих расходняков вызовет неравномерное горения дуги.
- Неправильно выбранный режим, в частности величина тока.
- Большая или маленькая длина дуги.
- Недостаточно выполненный прогрев кромок. Для предотвращения этого следует подобрать поперечные колебательные движения, амплитуда размаха которых будет соответствовать ширине сварного шва.
Недопустимо сваривать металл сварочным аппаратом, срок поверки которого просрочен.
Существенным недостатком является наличие в полученном шве пор. Имеется много причин их появления:
- плохая предварительная зачистка кромок, оставление на них окалин, ржавчины, следов грязи;
- влажность электродов и кромок;
- сквозняки, гуляющие в зоне сварки;
- несоответствующие электроды, или недостаточного качества;
- существенная разница в составе основного и присадочного материалов.
Со временем приходит опыт, как правильно пользоваться сваркой, и приобретается мастерство сварщика.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Получение шва
Отрабатывать навыки этого непростого искусства рекомендуется на толстых кусках металла. При сваривании тонкостенных изделий слишком большая возможность их прожогов.
Чтобы овладеть техникой, как правильно работать сваркой, чтобы получить правильный шов, лучше вначале потренироваться на небольших кусочках ненужного металла. Такая практика позволит получить необходимые навыки того, как делать сварку, чтобы получить хороший результат.
Следует отработать навыки контроля расстояния между кончиком электрода и поверхностью изделия, слежения за состоянием сварной ванночки. Начинающий сварщик научится двигать электродом по выбранной им траектории. Для этого можно взять толстый кусок металла, нарисовать на нем мелом линию, символично изображающую шов, и совершать вдоль нее различные колебательные движения. Классификация швов разделяет их согласно тому, какое положение они занимают.
Сварка в каждой ситуации не будет одинаковой, а имеет свои собственные нюансы. Каждое из положений имеет свое обозначение. Понятие о том, как правильно сваривать, включает знание этих особенностей.
Самым трудным для выполнения является потолочное. Горизонтально расположенный шов находится наверху. Шов в горизонтальном направлении может располагаться в центре или любом другом положении вертикально поставленного изделия. При вертикальном положении и сами детали расположены вертикально.
Технология сварочного процесса
Когда все готово – рабочее место, оборудование и подготовлены делали, можно приступать к практической части, как варить сваркой.
Техника сварки, на самом деле, проста. Весь процесс заключается в воздействии высокой температуры на металл. При этом, образуется электрическая дуга между материалом и электродным элементом. Благодаря ей и происходит плавление.
Часто ошибки при сварке возникают из-за неумения удержать дугу. Тогда расплавление происходит неравномерно. В результате чего получается грубый и неровный шов.
Сварная ванная – это расплавленная масса метала вперемешку с частицами проводника. Чтобы уберечь от окисления металл, над ванной появляется газовое облако и защищает ее. Если же процесс происходит с помощью полуавтомата, то там используется специальный баллон с защитным газом. Когда электродуга убирается, металл моментально застывает и остается небольшая дорожка, которая монолитным образом скрепляет две детали.
Преимущества ручной дуговой сварки:
- разнообразие электродов позволяет совершать разные швы на разных элементах;
- агрегаты не большие и легко их можно переносить;
- просто научиться, как делать шов;
- идеально подходит для домашнего использования.
Наряду с преимуществами, есть и недостатки:
- выделение вредных веществ в воздух;
- не все металлы можно спаять таким способом;
- от уровня мастерства сварщика и будет зависеть качество работы.
Для более дельного ознакомления с ручной дуговой сваркой можно узнать здесь.
Сваривать электросваркой с помощью газом немного проще, но перед самим процессом нужно настроить полуавтомат:
- определить силу тока можно из инструкции;
- настроить скорость автоматической подачи проволоки;
- установить напряжение и силу тока;
- проверить настройки на черновом варианте детали.
Чтобы работать сваркой в полуавтоматическом режиме, необходимо прочно закрепить рабочее изделие. Кроме этого, необходимо выбирать место для этого такое, чтобы полностью соответствовало правилам безопасности. К примеру, запрещено использовать деревянные верстаки или столы. Во время сварки необходимо четко соблюдать интервал между проводником и деталью – 5 мм. Если его не нарушать, шов получится практически идеальным. Спешить не нужно, электрод выгорает плавно и у мастера есть время сформировать качественную дорожку. Если дуга все время тухнет, необходимо увеличить силу тока на самом агрегате.